The aerospace industry is one of the most demanding sectors in modern manufacturing. Its components require extremely high precision, have complex structures, and are extremely difficult to machine, with tolerance requirements reaching ±12.7μm or even lower. Big Brother Tooling Solutions encompasses tool bodies, coatings, geometries, tool holder systems, coolants/lubricants, process parameters, and complete solutions. With AS9100 and NADCAP certifications and 20 years of experience in CNC tooling, Big Brother Knives is well-suited to serve the aerospace industry.
Aerospace professionals in 30+ countries trust us,Solid Machining of Titanium, Inconel, Aluminum, and Composites.


| coating | Features | temperature | Material |
|---|---|---|---|
| TiN | General wear-resistant | 600℃ | steel、cast iron |
| TiAlN | high temperature | 800℃ | Titanium alloys、high-temperature alloys |
| AlCrN | High hardness | 1000℃ | High-temperature alloy rough machining |
| TiSiN | Super hard | 1100℃+ | High-temperature alloy precision machining is the preferred choice |

Common Materials: Superalloys, Titanium Alloys
Tool Types: Ball End Mills, Tapered Ball End Mills, Indexable Milling Cutters
Machining Challenges: Complex free-form surfaces, heat resistance, poor machinability, extremely high surface finish requirements
Da Xiongdi Tooling Solutions:
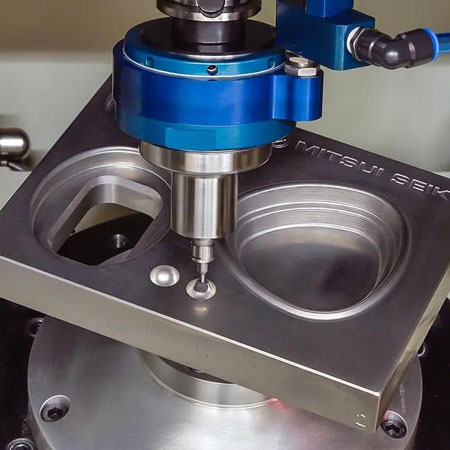
• Use 5-axis milling cutters for machining blade contours
• Use AlTiN/nano-coated tools to withstand oxidation and high temperatures
• Use tapered ball-nose cutters, which are well-suited for deep curved surfaces, improving rigidity and reducing vibration
• Use ball-nose cutters for finishing curved surfaces

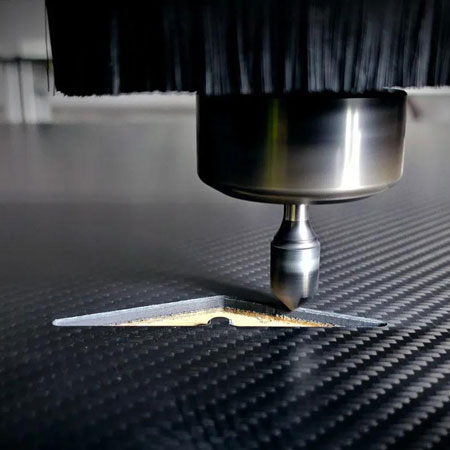
Common Materials: Titanium alloy, titanium alloy, carbon-carbon composite
Tool Types: High-helix end mills, indexable end mills, PCD diamond end mills
Machining Challenges: Poor heat resistance, easy deformation, extremely high hardness, prone to chipping
Big Brother Tooling Solutions:
• Carbide end mills with high-speed cutting
• Layered small feed control
• Dust extraction system
• Rigid toolholder design to reduce tool deflection in deep cavity machining

Common Materials: High-feed end mills, corn milling cutters, large-diameter cutting tools
Machining Challenges: Thin-walled parts are prone to deformation, wear is extremely rapid, and chip removal is challenging.
Big Brother Tooling Solution:
• Uses DLC coating for extremely low friction coefficient
• Employs mirror-polished groove design to improve chip removal
• Uses special anti-vibration geometry to ensure a smooth surface finish on thin-walled parts
• Uses large-diameter cutting tools for rapid roughing, reducing vibration.




AS9100 and NADCAP certifications; raw material traceability and complete heat treatment records.
High-temperature resistant nanocomposite coating: Utilizes ultra-low friction PCD/CVD coating. Ultra-low friction PCD/CVD coating: Utilizes diamond coating and PCD cutting tools.
It can solve the challenges of machining difficult-to-machine materials such as titanium alloys, high-temperature alloys, and aerospace-grade aluminum alloys, and can provide solutions for customized non-standard aerospace parts structures.
We adhere to international industrial standards in our production and testing systems, using mainstream international high-precision equipment such as high-precision CNC tool grinders. We uphold global quality systems.
Standard products: 5–7 days; non-standard products customized according to drawings: 7–15 days.
Standard: Cutting speed recommended at 40-70 m/min,High-efficiency cycloidal milling: Recommended cutting speed is 100 - 160 m/min
Process: Storage, Cleaning, Testing, Grinding, Cooling
Under proper operation, the tool will not easily break, but the following points should be noted: appropriate cutting parameters, correct clamping system, and avoid overload machining.
Does your factory offer after-sales service?
100pcs

